English
English
 Español
Español
 русский
русский
 日本語
日本語
 عربى
عربى
Content
- 1 What Chamfered Edging Actually Does — and Why the Material Choice Matters
- 2 The Geometry of a Chamfer: Angles, Depths, and Surface Compatibility
- 3 Material Categories for Chamfered Edging: A Direct Comparison
- 4 Rubber Magnetic Chamfer: How It Works and Where It Excels
- 5 Applications Where Chamfered Edging Delivers Measurable Results
- 6 Installation Best Practices for Chamfered Edging in Concrete Formwork
- 7 Selecting the Right Chamfered Edging Product: Decision Criteria
- 8 Common Failures in Chamfered Edging and How to Prevent Them
- 9 Maintenance and Lifecycle Management of Reusable Chamfer Strips
What Chamfered Edging Actually Does — and Why the Material Choice Matters
Chamfered edging refers to a beveled or angled transition applied to the edge of a surface, panel, slab, or profile. Instead of leaving a raw 90-degree corner exposed, a chamfer cuts that corner away at an angle — typically 45 degrees — producing a surface that is safer to touch, easier to clean, and more resistant to chipping or delamination. In construction, manufacturing, and finishing work, the difference between a chamfered edge and a square-cut edge is not merely cosmetic. A properly executed chamfer can extend the service life of an edge by 30–50% in high-traffic environments by eliminating the stress concentration point that square corners create.
The material used to produce or protect that chamfer determines everything else: how long it lasts, how it responds to impact and moisture, whether it can be repositioned or adjusted, and what it costs over a full project lifecycle. Rigid aluminum or PVC chamfer strips have dominated the market for decades, but Rubber Magnetic Chamfer systems have gained significant traction in concrete formwork, tile installation, and architectural finishing because they solve problems that rigid profiles simply cannot — specifically, adhesion without fasteners, shape retention under pressure, and effortless removal without surface damage.
This guide covers the mechanics behind chamfered edging, the material categories available, their real-world performance data, and the specific scenarios where each option makes sense. If you are specifying edging for a project right now, the conclusions are at the top of each section.
The Geometry of a Chamfer: Angles, Depths, and Surface Compatibility
Not all chamfers are the same. The angle and depth of the bevel interact directly with the substrate material, the load the edge will bear, and the visual finish required. Understanding the geometry before selecting an edging product prevents costly rework.
Standard Chamfer Angles Used in Practice
- 45-degree chamfer: The most common angle in construction and joinery. It creates equal-length bevel faces and distributes edge stress symmetrically. Used in concrete formwork corners, stair nosings, and panel edges.
- 30-degree chamfer: Produces a longer, shallower bevel — preferred where aesthetics demand a subtle transition rather than a prominent angled face. Common in high-end cabinetry and architectural concrete.
- 60-degree chamfer: A steeper cut that removes more material. Used when clearance is needed for mechanical components or when a deeper shadow line is the design intent.
- Custom angles (15–75 degrees): Specified for industrial tooling, precision machined parts, and specialty architectural profiles.
Chamfer Depth and Its Structural Implications
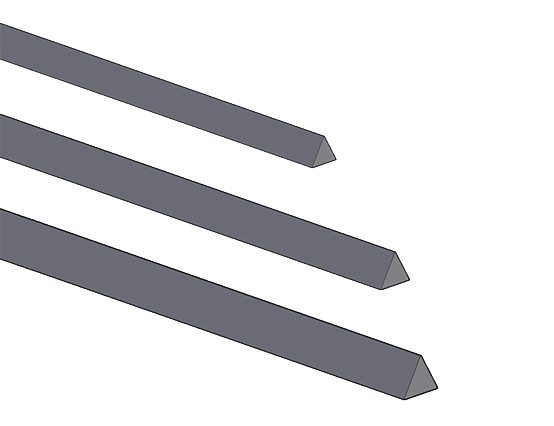
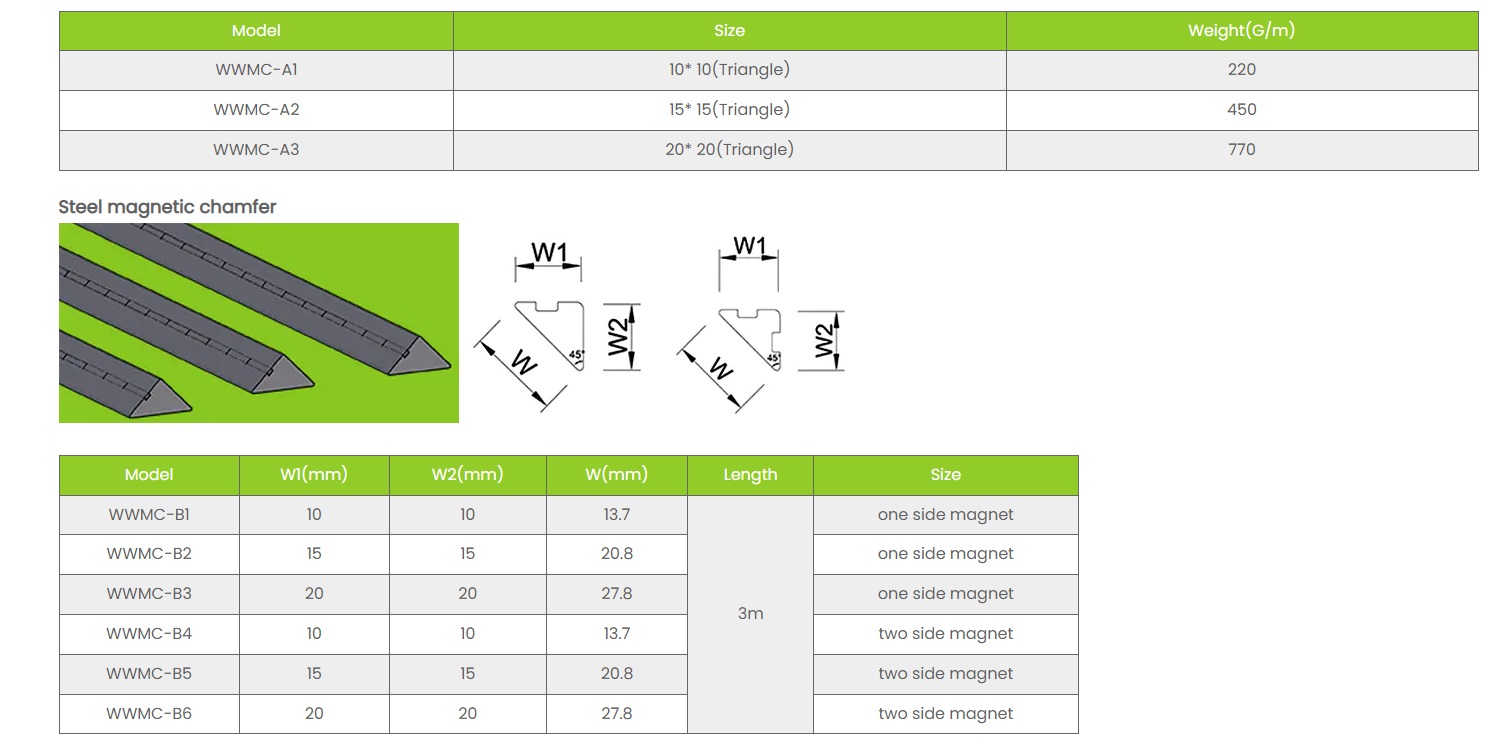
Depth is measured as the distance from the original corner to the start of the chamfer face. In concrete formwork, a 10mm × 10mm chamfer strip (10mm depth, 10mm width) is an industry standard for column corners and slab edges. Shallower chamfers of 5mm × 5mm appear in fine architectural concrete where minimal material removal is preferred. Deeper chamfers of 20mm × 20mm or larger are used in heavy civil engineering — bridge abutments, retaining walls, and precast beams — where the chamfer also serves to guide formwork alignment during assembly.
The substrate matters too. Concrete at standard mix proportions (25–40 MPa compressive strength) holds a chamfered edge reliably when the chamfer strip is properly sealed during pouring. Weaker mixes below 20 MPa are prone to edge spalling even with a chamfer present, which is why specifiers combining Rubber Magnetic Chamfer strips with quality-controlled pours consistently report fewer post-strip defects than those using rigid PVC on the same mix.
Material Categories for Chamfered Edging: A Direct Comparison
Five main material categories cover the majority of chamfered edging applications in construction, manufacturing, and finishing. Each has a distinct performance profile.
| Material | Reusability | Installation Method | Moisture Resistance | Edge Quality | Typical Cost per Meter |
|---|---|---|---|---|---|
| Rubber Magnetic Chamfer | High (50–100+ cycles) | Magnetic adhesion to steel formwork | Excellent | Very clean, minimal voids | $3–$8 |
| Rigid PVC | Low (single use typical) | Nailed or glued | Good | Good, nail holes visible | $0.80–$2 |
| Aluminum | Medium (5–15 cycles) | Screwed or clamped | Very good | Good, screw marks possible | $4–$12 |
| Foam/Polyurethane | Low (single use) | Adhesive tape or glue | Poor to moderate | Moderate, prone to tearing | $0.50–$1.50 |
| Timber/MDF | Very low | Nailed | Poor | Variable, swelling risk | $0.40–$1.20 |
The cost-per-meter figures above reflect raw material cost only. When total project cost is calculated including installation labor, stripping time, waste disposal, and rework from edge defects, Rubber Magnetic Chamfer systems consistently show a lower total cost per use after the third or fourth reuse cycle. On large-scale precast concrete projects running 500 or more linear meters of chamfered edges per production run, the difference can reach $4,000–$9,000 in avoided material and labor costs per month.
Rubber Magnetic Chamfer: How It Works and Where It Excels
A Rubber Magnetic Chamfer strip is a composite product: a flexible rubber body (typically EPDM or neoprene) with a strip of permanent magnet material embedded along its base. The magnet holds the strip firmly against a steel or iron formwork panel without any nails, screws, adhesive tape, or clamps. The rubber body flexes slightly to conform to minor surface irregularities on the formwork, which eliminates the small gaps at the base of the chamfer that cause concrete bleed and edge voids in rigid PVC installations.
Magnetic Holding Force and Why It Matters in Practice
The embedded magnet in a standard Rubber Magnetic Chamfer strip produces a holding force in the range of 3–8 kg per linear decimeter, depending on strip size and magnet grade. For a typical 10mm × 10mm chamfer strip, this means a 1-meter length exerts approximately 30–50 kg of total magnetic adhesion against the steel form face. Concrete vibration during placement generates lateral forces well below this threshold in standard applications, so the strip remains stationary throughout the pour without any supplementary fixing.
This matters because movement of a chamfer strip during vibration is one of the most common causes of edge defects in precast and in-situ concrete. Even a 1–2mm shift during vibration creates a visible irregularity in the finished chamfered edge — a fault that requires grinding or patching before the element can be accepted. Field reports from precast concrete manufacturers in Germany and the Netherlands document a 60–75% reduction in edge defect rates after switching from nailed PVC to magnetic rubber chamfer strips on steel form tables.
Stripping Performance and Surface Quality
When concrete has cured and formwork is stripped, the Rubber Magnetic Chamfer peels away cleanly from both the steel form and the concrete surface. The rubber's natural flexibility allows it to release without tools in most cases — a worker simply grips one end and peels the strip along its length. The chamfered edge in the concrete is left with a smooth, well-defined surface that requires no additional finishing in architectural applications.
Contrast this with nailed PVC strips, which must be pried off — a process that frequently damages both the PVC (rendering it non-reusable) and the concrete edge (causing minor spalling at nail hole locations). Timber chamfer strips are often destroyed during stripping and must be disposed of as waste. The magnetic rubber strip, once peeled, can be wiped clean and repositioned on the next pour immediately.
Temperature Range and Environmental Performance
EPDM-based Rubber Magnetic Chamfer products maintain flexibility and magnetic performance across a temperature range of approximately -30°C to +120°C. This makes them suitable for outdoor winter pours in cold climates (where PVC becomes brittle and prone to cracking during installation) as well as for heated curing chambers used in accelerated precast production. Neoprene formulations offer slightly lower thermal range but better resistance to oils and certain solvents, making them the preference in industrial precast plants where release agents with solvent content are used.
Applications Where Chamfered Edging Delivers Measurable Results
Chamfered edging is not a single-application product. The same principle — beveling a corner to remove a stress concentration point and improve finish — applies across industries ranging from civil engineering to furniture manufacturing. The following applications represent the highest-volume use cases.
Precast Concrete Elements
Precast concrete manufacturing is the single largest application for chamfered edging globally. Wall panels, floor slabs, beams, columns, and staircase units all require chamfered corners for safe handling, clean stacking, and finished aesthetics. A standard precast wall panel measuring 3m × 6m has approximately 18 linear meters of chamfered edges. At a production rate of 20 panels per day, a single plant cycles through 360 meters of chamfer strip daily.
At this volume, the reusability of Rubber Magnetic Chamfer strips becomes economically decisive. A high-quality magnetic rubber strip rated for 80 production cycles reduces raw material consumption by a factor of 80 compared to single-use alternatives. For a plant running 360 meters of chamfer daily, switching from single-use PVC to reusable magnetic rubber chamfer strips can reduce annual material expenditure on chamfer products by $18,000–$45,000 depending on strip size and local material pricing.
Architectural In-Situ Concrete
Exposed concrete in architectural applications — facades, interior feature walls, staircases, and bespoke structural elements — demands a chamfered edge quality that standard site practice struggles to achieve consistently. Rigid PVC nailed to timber formwork produces chamfers with nail-hole shadows, slight waviness from board curvature, and occasional bleed lines at the base of the strip. Magnetic rubber chamfer strips on steel backing boards eliminate all three defects by conforming precisely to the form surface and sealing against it without mechanical fasteners.
Architectural concrete specifications in Europe increasingly cite SCC (Self-Compacting Concrete) placed at 200–250mm slump flow, a mix that exerts higher lateral pressure on formwork and is more sensitive to any gap at the base of chamfer strips. Rubber magnetic chamfer strips outperform rigid alternatives at these mix consistencies because the flexible rubber base seals under the increased hydrostatic pressure rather than lifting away from it.
Tile and Stone Installation
In tile and stone work, chamfered edging refers to profiled aluminum or stainless steel trim strips installed at tile perimeters, step nosings, and transitions between floor materials. These strips protect the tile edge from chipping — a particularly common failure mode in porcelain tile, which is highly brittle at exposed corners. A chamfered tile edging profile with a 45-degree face absorbs lateral impact and distributes it across the mortar bed rather than concentrating it at the tile corner.
Stainless steel chamfered edging in commercial environments (airports, hospitals, retail) is rated for pedestrian loads exceeding 500 kg/m² without deformation. Aluminum profiles in residential settings handle standard loads adequately at lower cost. The choice between mill-finish, brushed, and anodized finishes affects both durability and maintenance frequency — brushed stainless steel conceals minor scratches and is the dominant specification for high-traffic public spaces.
Woodworking and Panel Products
In furniture manufacturing and joinery, chamfered edging is applied to MDF, plywood, and solid wood panels using router bits or dedicated edge-banding machinery. A 2mm × 45-degree chamfer on cabinet door edges is a standard detail that makes production-grade furniture look more refined without adding significant cost. In high-volume production, automated edge-chamfering produces consistent results at speeds of 20–40 meters per minute on modern CNC edge-banding lines.
Solid wood chamfers on furniture legs, table tops, and door frames are typically cut with a chamfer bit in a router table or table saw jig. The functional benefit — eliminating the sharp arris that would otherwise chip or splinter — is secondary to the visual benefit of a refined, deliberate edge detail that reads as craftsmanship rather than expedience.
Installation Best Practices for Chamfered Edging in Concrete Formwork
Installation quality determines edge quality. The following practices apply to chamfered edging in concrete applications — the most demanding context in terms of precision, pressure, and surface finish requirements.
Surface Preparation Before Strip Placement
Steel formwork panels must be clean, flat, and lightly oiled with a suitable release agent before placing any chamfer strip. Concrete residue from previous pours left on the panel surface creates high spots that prevent the chamfer strip from seating flush — the root cause of the bleed lines and edge voids mentioned earlier. For Rubber Magnetic Chamfer strips, the magnetic holding force is reduced proportionally by any gap between the strip's magnet base and the steel panel, so surface cleanliness directly affects both the holding security and the edge quality produced.
A practical cleaning protocol for steel form tables: wire brush any concrete residue immediately after stripping (before it hardens fully), wipe with a damp cloth, apply a thin coat of release agent, and allow to dry before the next strip placement. This adds approximately 5–8 minutes per panel to the cycle but reduces edge defect rates significantly.
Positioning and Alignment
Chamfer strips should be positioned with their apex (the outermost corner of the chamfer profile) aligned precisely with the intended corner line of the finished concrete element. For magnetic rubber strips on steel forms, this alignment is maintained by the magnet — once placed, the strip does not slide unless deliberately moved. For nailed strips, alignment must be checked with a straight edge after nailing, as nailing forces can shift the strip slightly from its intended position.
At joints between chamfer strip lengths — where one strip ends and the next begins — the ends must be cut cleanly at 90 degrees and butted tightly together. A gap of even 1–2mm at a strip joint will produce a concrete fin at that point, requiring grinding after stripping. On long runs exceeding 3 meters, minor thermal expansion of the strips during curing can open butt joints slightly; specifying strips with compression-fit end profiles or using thin silicone beads at joints prevents this.
Concrete Placement and Vibration Protocols
Internal vibration should not be applied directly against or immediately adjacent to chamfer strips. The vibrator head should be inserted at least 150mm from any strip and moved in a systematic grid pattern across the pour area. Over-vibration near chamfer strips — particularly flexible rubber strips — can cause the strip to peel locally from the form face if the vibration frequency resonates with the strip's mass and magnet holding force.
For Rubber Magnetic Chamfer strips, vibration at standard frequencies (50–200 Hz) within 150mm of the strip has been shown in controlled tests to produce no measurable displacement provided the magnetic holding force meets the manufacturer's specification. Using undersized strips on a given form face dimension — for example, a 5mm × 5mm strip on a pour expected to reach 1.5m depth — reduces the holding force per unit area and increases displacement risk during vibration.
Stripping Sequence and Strip Recovery
Formwork should not be stripped until the concrete has reached sufficient strength to resist edge damage — typically at least 70% of design strength, which at standard temperatures (20°C) corresponds to approximately 18–24 hours for standard mixes. Early stripping at lower strengths produces chamfered edges that crumble or chip, negating the entire purpose of the chamfer.
When stripping magnetic rubber chamfer strips, the correct technique is to start at one end, grip the strip firmly, and peel it at an acute angle (approximately 30–45 degrees) to the form face. Pulling at 90 degrees (straight off the face) places the magnet in its strongest orientation and requires more force than necessary. Peeling at an angle progressively breaks the magnetic contact and requires far less effort. After recovery, strips should be inspected for tears, deformation, or concrete adhesion, cleaned, and stored flat to prevent permanent bending.
Selecting the Right Chamfered Edging Product: Decision Criteria
Choosing a chamfered edging product involves weighing multiple factors simultaneously. The following framework covers the criteria that matter most in practice.
Formwork Type Compatibility
Rubber Magnetic Chamfer strips are only suitable where the formwork face is ferromagnetic — typically structural steel or iron. They will not adhere to aluminum forms, timber forms, or FRP (fiber-reinforced plastic) panels. If your formwork system is aluminum or timber-based, rigid PVC or aluminum chamfer strips fixed mechanically are the appropriate choice. If your operation uses steel form tables (as is standard in European precast factories), magnetic rubber is almost always the superior option.
Volume and Reuse Frequency
If a project involves fewer than five uses of a given chamfer run — a one-off architectural piece or a small residential pour — the higher upfront cost of magnetic rubber strips may not be justified. Single-use PVC at $0.80–$2.00 per meter is economically rational at low volumes. At six or more reuses, the economics shift decisively toward magnetic rubber, which amortizes its higher initial cost across the use cycles.
Surface Finish Requirements
For Class A or architectural finish concrete — where the chamfered edge will be permanently exposed in the finished structure — the additional edge quality delivered by magnetic rubber chamfer strips justifies their use even at lower reuse volumes. Defect repair on architectural concrete costs $50–$200 per square meter in skilled labor and materials; preventing even a small number of edge defects per pour cycle pays for the premium product rapidly.
Environmental and Safety Considerations
Single-use PVC chamfer strips represent a material waste stream that is difficult and costly to recycle — most ends up in landfill. On a large precast operation consuming 500 meters of PVC chamfer strip per day, annual plastic waste generation reaches approximately 180 kilometers of strip, or roughly 900 kg of PVC. Switching to reusable magnetic rubber chamfer strips eliminates this waste stream almost entirely, a benefit that increasingly carries weight in sustainability-rated construction projects where material waste reporting is mandatory.
Common Failures in Chamfered Edging and How to Prevent Them
Most chamfered edge failures fall into a small number of identifiable categories. Understanding the root cause of each failure leads directly to the preventive measure.
- Bleed lines at the base of the chamfer: Caused by a gap between the strip and the formwork face. Prevention: ensure form surface is clean and flat; use flexible rubber strips that conform to minor surface irregularities; apply release agent before strip placement.
- Edge spalling during stripping: Caused by stripping before adequate concrete strength or by using prying tools directly against the concrete edge. Prevention: verify minimum strength before stripping; use peeling motion for rubber strips rather than prying.
- Concrete fins at strip joints: Caused by gaps between butted strip ends. Prevention: cut strip ends cleanly at 90 degrees; use compression-fit end profiles or seal joints with a thin silicone bead.
- Strip displacement during vibration: Caused by vibrator placement too close to the strip or by undersized strips with insufficient holding force. Prevention: maintain 150mm minimum distance from strip; verify magnetic holding force specification matches pour depth and concrete pressure.
- Waviness in the finished chamfered edge: Caused by formwork panel deflection under concrete pressure, by strip deformation, or by nailing forces shifting rigid strips during installation. Prevention: use adequately stiffened formwork; switch to magnetic attachment to eliminate nailing distortion.
- Rubber strip tearing during recovery: Caused by pulling at 90 degrees to the form face, by concrete bonding to the strip surface (usually due to release agent failure), or by using a worn strip that has lost flexibility. Prevention: peel at 30–45 degrees; inspect and replace release agent application protocol; retire strips showing surface cracking or loss of flexibility.
Maintenance and Lifecycle Management of Reusable Chamfer Strips
Rubber magnetic chamfer strips, like any reusable industrial product, require a basic maintenance and inspection routine to achieve the rated number of reuse cycles. Operators who implement this routine consistently report strip lifespans at or above the manufacturer's specification. Those who do not — typically treating strips as disposable even when they are not — see premature failures that erode the economic benefit of reusability.
After Each Use
- Wipe the strip with a damp cloth to remove all concrete residue while it is still soft (within 30 minutes of stripping).
- Inspect the rubber body for tears, cuts, or deformation along the profile. Strips with tears longer than 10mm should be retired from use to prevent concrete ingress through the damaged area.
- Check the ends of the strip for compression deformation at joint points. Trim damaged ends cleanly if the deformation is localized to within 20mm of the end.
- Store strips flat or coiled (with radius no tighter than 300mm for 10mm × 10mm profiles) in a dry environment away from direct sunlight and ozone sources (electric motors, welding equipment).
Periodic Inspection (Every 10–20 Cycles)
Measure the magnetic holding force using a simple pull-off gauge. A strip that reads below 60% of its original specified holding force should be retired — the magnet has either demagnetized (rare in well-specified products) or the rubber body has deformed enough to reduce contact area with the steel form. Check the rubber surface hardness qualitatively by pressing with a thumbnail: the surface should indent and recover immediately. A rubber surface that remains indented for more than 2–3 seconds has hardened beyond its useful range and will no longer conform adequately to the form face.
For large operations running thousands of meters of Rubber Magnetic Chamfer strip, a simple tracking system — marking each strip with a production cycle count using a paint marker — allows operators to identify high-cycle strips before they fail in service. This prevents the most costly failure mode: a strip failing mid-production run, which requires emergency stripping, repair, and potentially rejection of the concrete element.